电话:010-69283515手机:13910330468(孟先生)手机:13381161461(魏先生)邮箱:13910330468@126.com地址:北京市大兴区瀛海镇104国道瀛海段22号院
齿轮加工伞齿轮
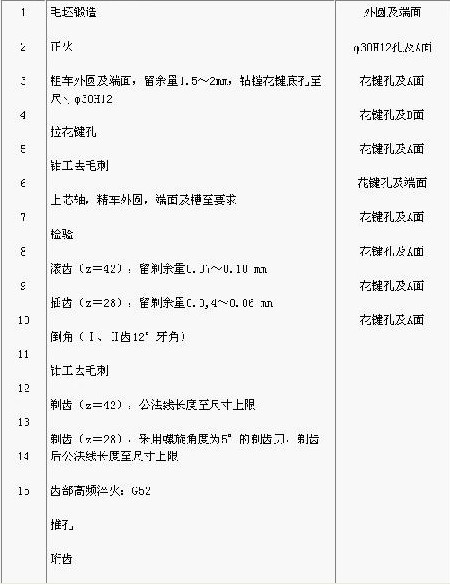
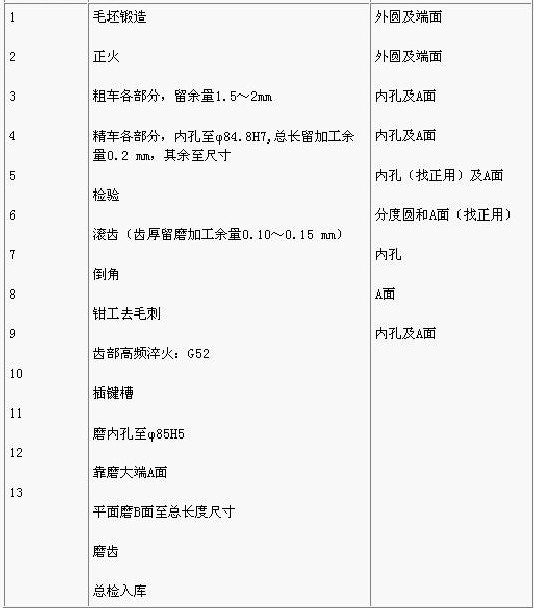
(一)高精度齿轮加工工艺路线 图9-21所示为一高精度齿轮,材料为40Cr,精度为6-5-5级,其工艺路线见表9-7。